-
 +55 (11) 2668 - 2148
+55 (11) 2668 - 2148 -

- Falar no WhatsApp
Soldagem plástica – maçarico de ar quente
Quando se fala em soldagem plástica é comum haver dúvidas quanto a materiais ou processos.
O texto a seguir, elaborado pela SYBS, transmite algumas informações sobre a soldagem utilizando maçarico de ar quente para fabricação de caldeiraria plástica.
Nota : Este material é um resumo do documento interno de produção NS-I02-16
A soldagem plástica por adição, seja por maçarico ou extrusora manual é um processo importante na recuperação e fabricação de equipamentos plásticos voltados à indústria.
Neste segmento os plásticos mais comumente soldados são :
- Polipropileno (PP)
- Polietileno (PE)
- Cloreto de polivinila (PVC)
- Cloreto de polivinila clorado (CPVC)
- Fluoreto de polivinilideno (PVDF)
Outros materiais como ABS, OS, PC e PMMA são soldados em bases mais limitadas e não serão tratados aqui.
O meio de se soldar um termoplástico é elevar sua temperatura até o estado plastificado e aplicar pressão para permitir que as moléculas do material de adição se reposicionarem e formar uma área homogênea quanto o material é resfriado.
O estado de plastificação do material é alcançado em temperaturas diversas, e difere de material para material e a faixa de temperatura entre plastificação e degradação é relativamente estreita.
A compatibilidade entre o subtrato à ser soldado e o insumo de solda é muito importante, mesmo materiais da mesma família apresentam temperaturas de fusão diferentes, portanto não é recomendado, por exemplo soldar PP copolímero com insumo homopolímero, ou, PE com PEAD.
A soldagem por adição é altamente dependente do soldador, por se tratar de um processo manual. Este deve conhecer o material à ser soldado, sua temperatura de trabalho e o equipamento que será utilizado para execução da solda.
Soldas com gás quente
Na soldagem com gás quente, o meio de transferência de calor para realização da solda é um gás aquecido, em geral ar limpo, isento de umidade e óleo.
No início histórico da soldagem plástica o nitrogênio se mostrou ser um meio mais eficiente, menos contaminado e menos sujeito a oxidar o material à ser soldado, porém, com a melhoria do tratamento de ar e melhoria dos equipamentos de solda, este gás cada vez menos é utilizado, ficando quase que restrito à soldagem de plásticos que demandem alta temperatura de fusão como o ECTFE e FEP.
A temperatura usual de aquecimento do gás situa-se entre 250 e 550ºC, dependendo do material à ser soldado, da massa de material do insumo e das condições ambientais do local de realização das soldas.
Equipamentos para soldagem com gás (ar) quente :
Maçarico 
O ar flui através de um maçarico portátil, manual, onde é aquecido por uma resistência elétrica com elemento “vivo”.
Dois princípios são utilizados para controlar a temperatura :
- Controlando-se a potência ou tensão aplicada na resistência
- Controlando-se a vazão de ar ( tempo de residência do ar dentro do maçarico)
O método de regulagem da vazão de ar traz o inconveniente de eventualmente se aquecer uma área muito maior que a do ponto de soldagem, elevando as tensões residuais do material.
O método de regulagem de tensão é o mais eficiente pois permite um controle maior da área aquecida com uma mínima vazão de ar.
Os maçaricos mais modernos são equipados com elementos de segurança onde a corrente elétrica é cortada no caso de uma interrupção no fluxo de ar o que evita a “queima” da resistência ou derretimento do maçarico.
Fonte de ar
A fonte de fornecimento de ar pode ser uma linha existente na instalação, com devido sistema de filtragem de água e óleo ou ainda uma fonte portátil ( compressor de membrana ou rotativo) que forneça alta vazão de ar com baixa pressão.
Uma alternativa para o conjunto habitual maçarico / compressor, é o uso de maçaricos que possuam fonte própria de geração de ar comumente chamados de maçaricos com ventoinha.
Estes maçaricos são usados normalmente em trabalhos de pequenos reparos, pequenas instalações ou trabalhos de bancada. Não são muito recomendados para trabalhos pesados em turnos contínuos pois apresentam muitas peças rotativas e eletrônicas que apresentam desgaste elevado nestas condições.

Observe o compartimento cinza no comprimento intermediário do maçarico, trata-se da ventoinha geradora de ar
Outro fator igualmente importante na soldagem com gás quente (ar) é o estilo e tipo de bico de solda (ponta). Sua função é distribuir adequadamente o ar quente sobre o substrato, aquecer e orientar a vareta de solda.
Uma grande variedade de bicos para solda rápida estão disponíveis, cada um para uma aplicação específica.
Os bicos de solda mais comuns são :

- Bico rápido : Possui entrada para o cordão de solda e o aquecimento é feito em câmara interna. Permite soldagem com apenas uma das mão
- Bico redondo :
Preparação do Material
Uma solda boa e homogênea requer preparação dos materiais. O substrato e o insumo de solda devem estar limpos e livres de qualquer impureza como pó, óleo, água, etc.
Além disto, alguns plásticos desenvolvem uma fina camada de material oxidado que deve ser raspada ou lixada fora antes da realização da solda.

Outro problema, especialmente com o PEAD, é a migração molecular. Moléculas de densidade mais baixa, por causa da pressão interna do material na extrusão ou injeção, migram para a superfície do material, isto confere a superfície uma aparência cerosa, neste caso a raspagem da superfície para realização da solda é altamente recomendada.
O resíduo do material raspado deve ser removido com pano limpo, não é indicado o uso de produtos de limpeza que podem deixar resíduos muitas vezes prejudiciais à solda.
O processo de limpeza deve ser feito imediatamente antes da execução da solda e repetido tantas vezes quanto os cordões à serem depositados.
Soldando :
Ponteamento
O primeiro passo na realização da soldagem é o “ponteamento” . O objetivo é colocar as peças no lugar, alinhar ou re-alinhar para evitar deslocamentos nos materiais durante o processo de soldagem
O ponteamento é feito com um bico de pontear, trata-se de um bico reto tipo tubo, cortado em diagonal tendo uma ponta sem passagem de ar e um orifício ara que o ar tenha vazão após aquecer o bico.
Este ponteamento “gruda” as partes e permite ser quebrado facilmente se necessário.
O ponteamento pode ser feito de forma intermitente ou contínuo após análise do caso pelo profissional de soldagem
Solda de alta velocidade ( com bico rápido )
Mais de 90% das soldas estruturais são do tipo alta velocidade.
Neste processo o cordão de solda é o material de enchimento, a força de pressão sobre o cordão durante a soldagem e a velocidade de aplicação da solda varia de acordo com o diâmetro do mesmo.
O cordão de solda mais usual é o redondo ou ovalado que permite a deposição de vários cordões uns sobre o outro para realização da soldagem.
Outros tipos de cordões são disponíveis fora do Brasil , com perfis triangulares, principalmente, porém, são utilizados para efeito de acabamento e não estrutural.
A soldagem de alta velocidade necessita de bicos específicos conforme item 3.2 que atendam a 3 requisitos básicos :
- Pré-aquecimento do substrato ( material base)
- Orientação e aquecimento do cordão de solda
- Pressionamento do cordão depositado na soldagem
 É importante selecionar corretamente o diâmetro do cordão de solda compatibilizando-o com o diâmetro do bico.
É importante selecionar corretamente o diâmetro do cordão de solda compatibilizando-o com o diâmetro do bico.
No caso do cordão ser muito menor que o orifício guia do cordão não se conseguirá uma boa orientação da solda, dificultará a aplicação da pressão necessária ao cordão depositado e prejudicará a eficiência da soldagem.
Para uma soldagem rápida e sem problemas a adequação do bico e cordão é necessária.
Da mesma forma que uma iluminação adequada é fundamental para realização do trabalho.
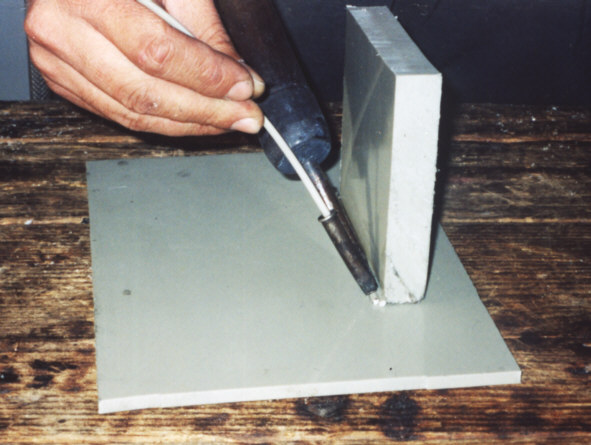
Soldagem sem bico rápido
Este é o processo antigo de soldagem, antes do desenvolvimento de bicos rápido.
O processo de soldagem sem bico é muito lento se comparado ao processo com bico, porém, utilizado ainda em peças muito pequenas à serem soldadas, ou espaços que impossibilitam a soldagem de alta velocidade.
Para esta soldagem utiliza-se o tubo de saída de ar aquecido do maçarico que não é distribuído entre o cordão e o substrato.
O profissional de solda tem que fazer a distribuição ininterrupta do jato de ar entre o cordão e o substrato movimentado para cima e para baixo além de lateralmente o maçarico.
A pressão necessária sobre o cordão de solda é feita com a mão, empurrando para baixo o cordão durante a deposição da solda, verticalmente em um ângulo de 90º. Quando a pressão correta é aplicada o cordão se dobra formando uma pequena onda lateral. O material fundido pode ser visto também em frente ao cordão de solda. Não será possível perceber nenhuma “onda” na frente do cordão caso a pressão de soldagem esteja correta.
Este tipo de soldagem exige mais experiência do soldador para se conseguir um bom resultado.

Problemas de Stress por aquecimento
A lei da física dita que quando os materiais aquecem, dilatam e ao se resfriarem, contraem.
Isto é conhecido como o coeficiente de dilatação térmica linear. Em comparação com os metais, os termoplásticos têm um fator de expansão muito maior em condições de temperatura idênticas
Durante a soldagem com gás quente (ar), o material será expandido ao mesmo tempo que é forçado para uma posição dada pela haste de solda ( cordão). Ao esfriar, ele vai encolher e voltar ao seu volume original, mas uma vez que está fixo, ele não vai encolher à sua forma original. A superfície que era reta pode agora ficar curvada. Devido à sua flexibilidade, os materiais de calibre fino pode ser dobrada para trás, para a sua forma original. materiais de calibre mais grosso criam mais dificuldades. Um operador experiente pode “pré-dobrar” as partes antes na operação de soldagem. calor e volume de ar excessivo pode criar estresse excessivo. É, portanto, recomendado se trabalhar dentro do volume e faixa de temperatura adequada para manter a problemas de estresse de calor a um mínimo possível.
Um fator adicional a ter em consideração é a eventual temperatura de trabalho do produto acabado. Um bom exemplo desse fenômeno experimentado por muitos fabricantes é um tanque de PP com reforço de aço. A uma temperatura operacional alta, as paredes do tanque irão se expandir consideravelmente. Se a cinta de aço for muito justa em torno do tanque, o tanque irá rachar. Para evitar isso, as temperaturas de serviço devem ser levadas em consideração durante o projeto para permitir as tolerâncias adequadas
Tabela se solda – Cordão com maçarico
DVS 2207 – Parte 3 – recomendação para soldagem de termoplástico ( chapa ou tubo)

- Temperatura medida aproximadamente a 5mm do centro interno do bocal rápido ou do bico redondo do maçarico.
- Para este material deverá ser utilizado rolo pressor para solda de alta velocidade
- Soldado com cordão de solda de PVC
A SYBS utiliza o processo de solda por a adição para fabricação de seus produtos, sejam tanques, Lavadores de gás, distribuidores tubulares ou qualquer outro tipo de caldeiraria.
Não deixe de conferir as últimas novidades sobre a nossa empresa e nossos projetos
Assine nosso newsletter para receber as últimas notícias em primeira mão. Fique por dentro de nossas novidades!
